English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


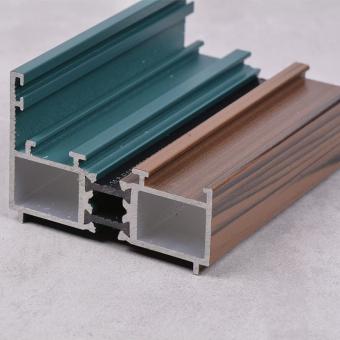
Principais defeitos e causas de materiais de extrusão de liga de alumínio
Os defeitos geralmente referem-se a áreas que não atendem aos padrões ou condições do pedido, o que afeta a aparência ou o uso do produto. Eles são evitáveis na produção e são um reflexo direto da qualidade do produto.
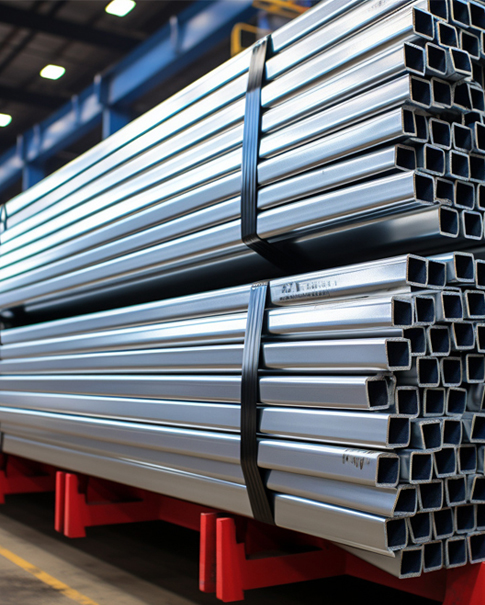
Defeitos aceitáveis que afetam apenas a aparência do produto e podem ser eliminados por meio de acabamento ou processamento posterior sem afetar seu uso, como contaminação superficial, arranhões e arranhões que não estão fora de tolerância, buracos, dobras, torções, fendas planas, descascamento, bolhas, rachaduras de extrusão, dimensões, etc. Esses defeitos geralmente são causados durante a extrusão e subsequentes processos de acabamento, embalagem e transporte.
Defeitos inaceitáveis que não podem ser eliminados através de acabamento ou processamento subsequente, como anéis de cristal grosseiros, camadas, encolhimento, soldagem deficiente, detecção não qualificada de falhas, filme de óxido excessivo, escória metálica e não metálica, rachaduras de tratamento térmico, queima excessiva ou superaquecimento, como bem como arranhões e arranhões excessivos, dobras, torções, lacunas planas, descascamento, rachaduras de extrusão, dimensões, etc. Alguns desses defeitos são herdados da qualidade metalúrgica, como inspeção não qualificada, filme de óxido excessivo, escória metálica e não metálica, etc. ., e alguns são causados por motivos de processo e molde na produção de extrusão.
Poluição superficial, arranhões e batidas – fraca percepção da qualidade durante a produção e falta de proteção para as superfícies dos produtos; Ou há um problema com o método de embalagem, que pode causar colisão ou atrito durante a rotação e transporte.
Arranhões – a área de trabalho do molde não está bem limpa; A pista de trabalho da prensa ou da serra não está completamente limpa.
Superfície esburacada - dureza insuficiente da zona de trabalho do molde; A temperatura de extrusão está muito alta; A velocidade de compressão é muito rápida.
Flexão, torção, folga plana - problemas de projeto de molde; Temperatura de extrusão ou velocidade de extrusão não razoável; A temperatura do meio de têmpera está muito baixa; Alongamento insuficiente ou outros métodos de acabamento.
Descascamento e bolhas - lingotes soltos; O tamanho da almofada de extrusão não é razoável; Manchas de óleo na superfície do lingote ou cilindro de extrusão; Aperte a temperatura ou a velocidade muito rápido.
Aperte rachaduras - a temperatura ou velocidade de extrusão é muito rápida.
Tamanho - Design de molde irracional; O controle da velocidade de extrusão é inconsistente antes e depois.
Anel de cristal grosso - controle inadequado da composição da liga; Projeto de processo de extrusão irracional; A temperatura do tratamento térmico é muito alta e o tempo de isolamento é muito longo.
Formação de camada - defeitos superficiais do lingote não limpos por torneamento; Manchas de óleo na superfície do lingote ou cilindro de extrusão; Projeto de molde irracional.
Encolhimento da cauda - a velocidade de compressão é muito rápida; A diferença de temperatura entre o cilindro de extrusão e o lingote é grande; Menor extrusão residual ou menor remoção da extremidade do produto; Existem manchas de óleo na superfície do lingote ou cilindro de extrusão.
Soldagem ruim - projeto de molde irracional; Tonelagem insuficiente da imprensa; Baixa temperatura de extrusão; Coeficiente de extrusão pequeno; Velocidade de extrusão rápida; Manchas de óleo em peças extrusadas, ferramentas ou moldes.
Detecção de falhas não qualificada - lingote de baixa qualidade com porosidade severa, filme de óxido, inclusões, etc; O processo de tratamento térmico não é razoável.
Superqueima ou superaquecimento - alta temperatura de aquecimento e muito tempo antes da extrusão; Alta temperatura de extrusão e velocidade rápida; Alta temperatura de aquecimento durante o tratamento térmico.
Filme excessivo de óxido, impurezas metálicas e não metálicas - má qualidade metalúrgica dos lingotes.
Trincas de tratamento térmico - grande espessura do produto, baixa temperatura média de têmpera e rápida taxa de resfriamento.



 Rede IPv6 suportada
Rede IPv6 suportada