English
English  français
français  Deutsch
Deutsch  русский
русский  español
español  português
português  العربية
العربية  Melayu
Melayu  ไทย
ไทย  Indonesia
Indonesia  हिंदी
हिंदी 


1. Existem costuras ou soldagem deficiente
Perfis ocos de liga de alumínio são extrudados usando uma matriz combinada de derivação plana. O metal passa pelo processo de manobra e soldagem, portanto há linhas de soldagem nos perfis vazados. Se a soldagem do metal não for boa e aparecerem lacunas, é um defeito. Existem duas razões para a lacuna. Uma é que o orifício de derivação e a câmara de soldagem são pequenos, o fluxo de metal é insuficiente e o metal não forma pressão hidrostática suficiente na câmara de soldagem. O produto não é bem soldado e flui para fora do orifício da matriz, resultando na soldagem do produto. Lacunas; a segunda é causada por lubrificação excessiva e má lubrificação, causando má soldagem de perfis ocos. O primeiro pode ser resolvido por retificação ou fresagem para ampliar o furo de derivação e a área da câmara de soldagem, e aumentar o fluxo de fornecimento de metal, de modo que o metal possa formar pressão hidrostática suficiente na câmara de soldagem. Este último pode ser resolvido utilizando um processo de extrusão não lubrificado.
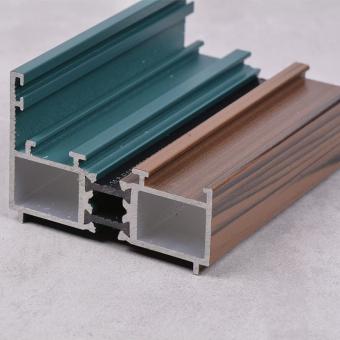
2. A parede do perfil de liga de alumínio possui uma superfície arqueada côncava ou convexa.
1) A razão para a superfície arqueada côncava da parede oca do perfil de liga de alumínio: a correia de trabalho do núcleo do molde é mais baixa do que a correia de trabalho do orifício do molde inferior e o comprimento efetivo da correia de trabalho do núcleo do molde é muito curto. Método de correção: Coloque um anel espaçador entre o núcleo do molde e o molde inferior de modo que a correia de trabalho do núcleo do molde fique na mesma altura que a correia inferior de dimensionamento do orifício do molde sob tensão. Ao mesmo tempo, a mesma espessura é reduzida na saída do molde inferior.
2) Razões para o abaulamento da parede oca do perfil de liga de alumínio: o molde foi usado por muito tempo, a correia de trabalho do núcleo do molde está muito desgastada, aparecem ranhuras e a resistência ao atrito aumenta. O fluxo lento do metal faz com que a parede oca do perfil fique saliente. Método de correção: Se a tolerância da espessura da parede do perfil permitir, você pode lixar ou polir a superfície da cinta de trabalho do núcleo do molde para reduzir a resistência ao atrito; se o desgaste da correia de trabalho do núcleo do molde for sério e a espessura da parede do perfil atingir o desvio superior, o molde pode ser pré-aquecido a cerca de 300°C, reparar, soldar o formato do núcleo do molde, depois arquivá-lo no tamanho necessário e polir antes de usar; se a correia de trabalho do núcleo do molde não estiver desgastada, lixe a obstrução externa e a estagnação interna da correia de trabalho do núcleo do molde. É isso.
3. Listras superficiais em perfis de liga de alumínio
Listras aparecem na superfície externa dos perfis extrudados, que ficam mais evidentes após a anodização. Este defeito é visto principalmente nas peças com grandes diferenças na espessura da parede do perfil, nas peças soldadas do metal sob a ponte shunt e na parte traseira com “ramos” e furos roscados no interior.
causa:
1)Os “ramos” e furos roscados na parte interna do perfil causam riscos na superfície devido ao fornecimento insuficiente ou excessivo de metal;
2) Listras na superfície do perfil causadas pela área de soldagem sob a ponte de derivação do molde;
3)Problemas no dimensionamento da seção transversal do perfil. Devido à grande diferença de espessura da parede do perfil, as partes onde o comprimento da cinta de trabalho muda repentinamente produzirão uma diferença de cor semelhante a listras após a anodização;
4) Devido à capacidade de resfriamento insuficiente da máquina, áreas com listras pretas são causadas após a anodização;
5) A qualidade do tarugo fundido em si não é boa, o que afeta a diferença de cor da faixa após a anodização do material extrudado.
Método de correção:
1)Verifique se há grandes diferenças na espessura da parede, ramificações e furos roscados na superfície decorativa do perfil nos desenhos do cliente;
2)A ponte shunt deve ser projetada na superfície não decorativa do perfil. Ao garantir a resistência do molde, a câmara de soldagem deve ser a maior possível para que o metal possa formar pressão hidrostática suficiente;
3)Para tubos de grande diâmetro ou moldes de perfil oco de grande porte, uma câmara de soldagem superior pode ser fornecida no molde macho;
4) Para os "ramos" ou listras nos furos roscados na parte interna do perfil, o método de reparo do molde é polir a correia de trabalho do furo do molde dessas peças, polir suavemente ou modificar ou reduzir o raio de transição de conexão destas peças peças;
5)Às vezes, as listras são formadas pelo próprio material de fundição, o que requer temperatura de aquecimento uniforme e recozimento de homogeneização completo;
6) Depois que o material extrudado sai do furo da matriz, seu tamanho de grão depende da temperatura que entra na zona de têmpera e da taxa de resfriamento na zona de têmpera. Se a temperatura de resfriamento for muito baixa e a taxa de resfriamento for irregular, os grãos serão muito grandes ou o tamanho dos grãos será irregular. A diferença de cor será mais óbvia após a anodização, exigindo que o operador ajuste a pressão do ar e a pressão da água de resfriamento do sistema de resfriamento em tempo hábil.



 Rede IPv6 suportada
Rede IPv6 suportada